业务介绍
使用此功能定义机器的主要信息。机器是生产过程中最重要的资源,通常是企业产能的约束。生产订单工序调度时,要指定当前工序的机器;如:“断料”工序,调度安排在“T002剪板机”上。围绕机器,可以采集机台工时,其中工时包括有效工时和无效工时;统计机器的开机率、载动率、无效状态分布情况等。
从固定资产的角度,机器属于产品生产过程中用来改变或者影响劳动对象的劳动资料,是固定资本的实物形态。机器在生产过程中可以长期发挥作用,长期保持原有的实物形态,但其价值则随着企业生产经营活动而逐渐地转移到产品成本中去,并构成产品价值的一个组成部分。
名词解释
基础资料
| 字段 | 描述 |
|---|---|
| 机器编码、名称、规格 |
该机器在系统中的编号、名称及规格。 |
| 机器组 |
该机器对应的机器的组别。 |
| 操作员 |
该机器所属的操作人员。 |
| 维修员 |
该机器所属的维修人员。 |
| 固定资产 |
该机器在系统中是否是固定资产。 |
| 主机器 |
用于MES工位机多机器展示时,该机器作为子机器归属于哪一台主机器。 |
| 序列号 |
该机器在系统中的序列号。 |
| 条形码 |
该机器在系统中的条形码。 |
| 班次类别 |
用于MES操作台获取该机器所属的班次相关信息。 |
概览
| 字段 | 描述 |
|---|---|
| 标准费用、币种 |
该机器每小时所产生的费用及该费用所属的币种。 |
| 费用分配系数 |
该机器进行成本分摊时费用部分所参考的系数。 |
| 人工分配系数 |
该机器进行成本分摊时人工部分所参考的系数。 |
| 产量单位 |
该机器生产作业过程中,产品产量的计数单位。 |
| 产量(时) |
该机器每小时可生产的数量。 |
| 产量(天) |
该机器每天可生产的数量。 |
| 产量(周) |
该机器每周可生产的数量。 |
| 产量(月) |
该机器每月可生产的数量。 |
| 停用 |
该机器的使用状态。此标志一旦成立,即表示对应的机器将不能被使用,除非再次取消此标志。是否停用可通过Home列表上“停用”按钮来开启或关闭。 |
| 工作中心 |
该机器所属的默认工作中心。 |
| 部门 |
该机器所属的默认部门。 |
| 位置 |
该机器所在的物理位置。 |
| 特征项一、二、三、四、五 |
这些是备用的特殊属性设置项,可以自定义,请参见机器特征项一…五。 |
时间
| 字段 | 描述 |
|---|---|
| 能力系数 |
能力系数,指在该机器上加工的代表零件的公差带(T)与机器的标准偏差(σ)之比率。是评价、选择最佳设备的一项重要指标。 |
| 负荷系数 |
负荷系数又称设备负荷率,是指设备需要量(台)与实际选用的设备的台数之比。此指标用来考核设备选择合理性的程度。设备负荷率反应了设备是否被充分利用及设备间的平衡情况。 |
| 制造批量、标准作业工时(小时) |
机器默认的加工批量。加工一个“制造批量”的产品所耗用的时间。加工一个“制造批量”的物料所需要的工时。如:制造批量为1000,标准作业工时为3小时,则表示加工1000个单位的产品需要耗用3个小时。 |
| 等待时间(小时)、传输时间 |
加工产品前的等待时间,可以包括换工装、机器的时间;清理机台的时间。加工完产品后,传输至下道工序的时间。如果产品的工序比较短,可以将此时间设为0。 加工前后的准备、清理、搬运时间。如设备检查与打扫,给机器设备上刀具、工装夹具,将物料移走等所需的时间。 |
| 换模时间、换料时间 |
该机器进行更换模具或更换物料时所需要耗费的时间。 |
| 周期整备、整备批数、整备时间 |
当机器加工多少批产品后,就要进行一次周期性的整备。 |
| 供应商 |
该机器的供应商。 |
| 制造商 |
该机器的制造商。 |
| 出厂日期 |
该机器的出厂日期。 |
| 购买日期 |
该机器的安装日期。 |
| 安装日期 |
该机器的安装日期。 |
| 始用日期 |
该机器开始使用的日期。 |
| 保修截至日期 |
该机器的保修截止至某一天的日期。 |
| 寿命截至日期 |
该机器的寿命截止至某一天的日期。 |
操作步骤
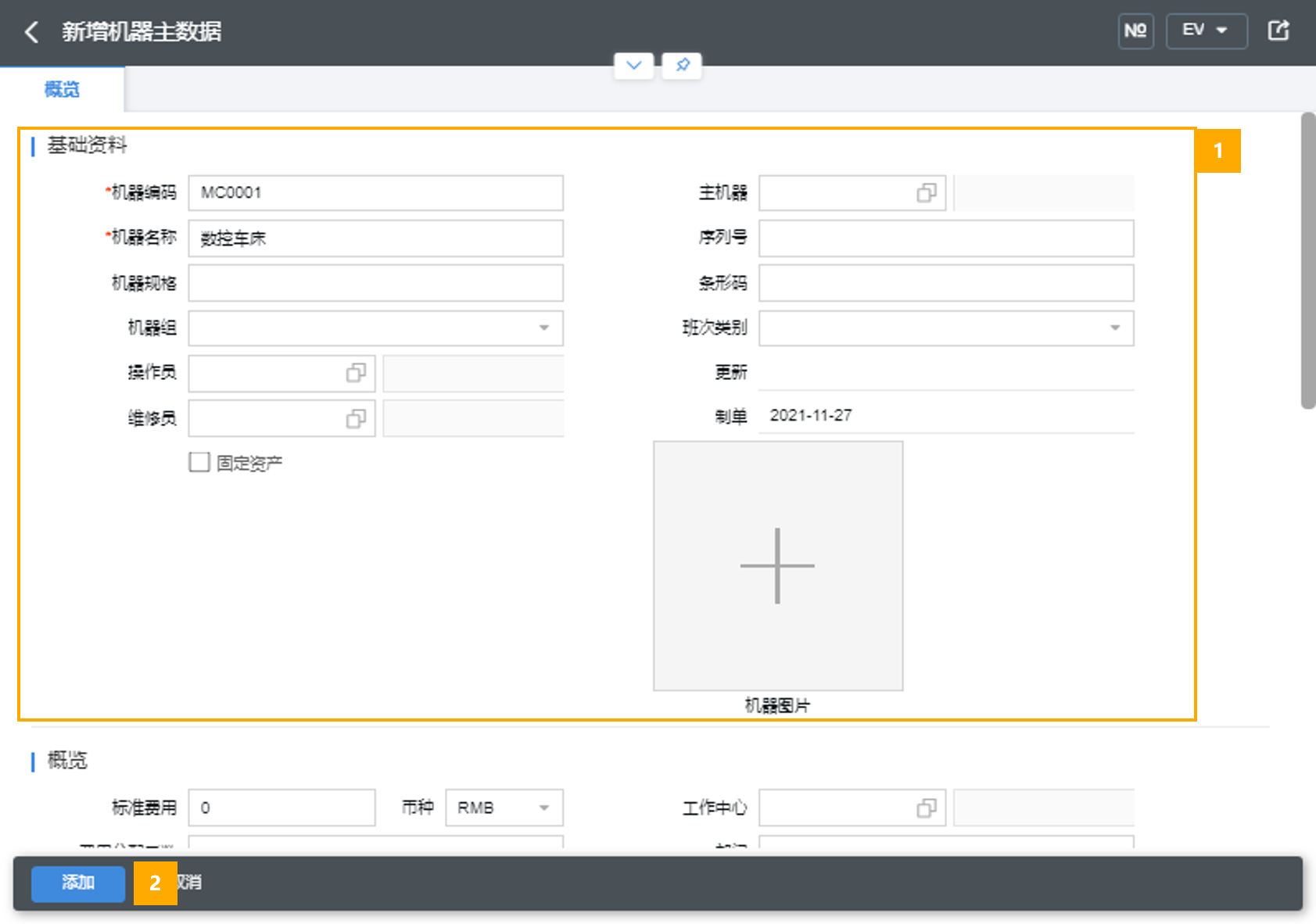
1.选择“生产/制造数据/机器/机器主数据”。点击工具栏上“新增”按钮。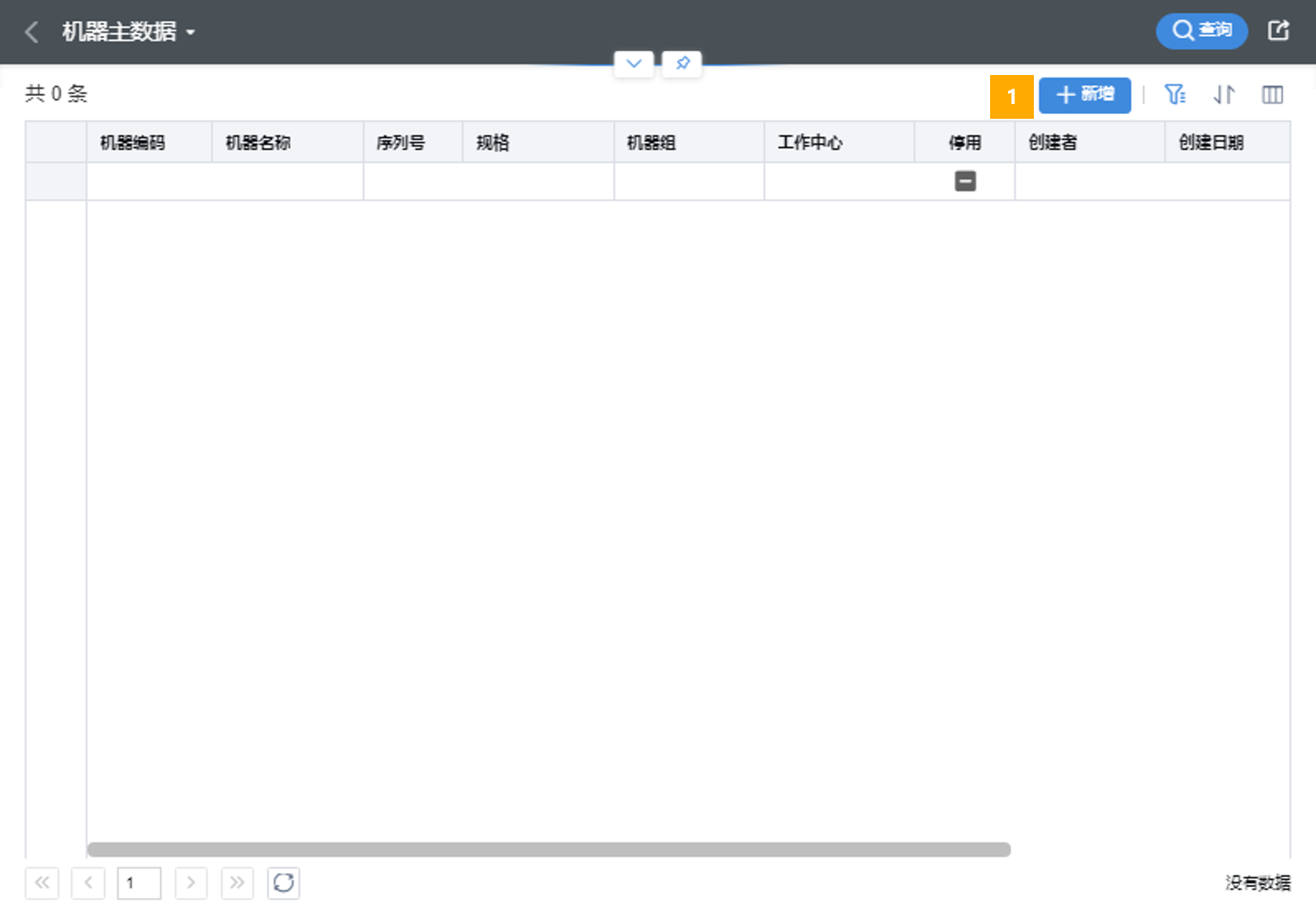
2.录入机器的代码、名称等,选择机器组、工作中心等。
3.点击“添加”按钮,即可成功在系统中定义机器主数据。