业务介绍
使用此功能定义加工工序,既可以定义厂内加工的工序,也可以定义委外加工的工序。制作工艺路线时,工序主数据的信息会自动默认到每行工序上,而且可以进行修改。这里,制作工艺路线,不仅包括生产订单的工艺路线,也包括物料清单的工艺路线和工艺路线模板。
名词解释
基础信息
| 字段 | 描述 |
|---|---|
| 工序编码、工序名称 |
本系统中工序的编号和名称。 |
| 默认工作中心 |
该工序默认的工作中心。在工艺路线上,选择工序后,带出默认工作中心作为工作中心。 |
概览
| 字段 | 描述 |
|---|---|
| 损耗率、损耗数量 |
该工序的加工损耗率,用于物料清单上母件损耗率的计算。 |
| 舍入类型、舍入位数 |
生产订单规划工艺路线,计算计划投料数量时,系统选择的舍入类型,如“四舍五入”“截位”“向上”。舍入位数是指保留的小数位数。如果没有选择任何舍入类型,按照“截位”来取值。如果选择“无”,则不进行舍入操作。 |
| 工序单位 |
当前工序对应的单位,如PCB行业中的“pnl、set、pcs”。规划工艺路线时,只要选择工序,系统会自动获取产品的物料生产数据上该工序的单位对应的转换率。这样,系统可以根据转换率计算该工序行的计划投料和产出数量。如转换率为1.2,产品计划数量为120,则最后一个工序行的计划产出数量为100。工序单位比较常用,便于工序之间的数量换算。 |
| 回冲类型 |
四种回冲类型:“开始时回冲、结束时回冲、手工回冲、无”。使用回冲向导时,会用到工序的回冲类型。 |
| 计件单价、委外单价、币种 |
计件单价指当前工序的内部加工单价。车间产出登记时,可以按人统计产出,并据工序产出量*计件单价得到计件工资。 |
| 偏差处理方式、数量下/上差、自动关闭允差 |
规划工艺路线时,实际产出和计划产出不一定相等。 |
| 模具类型 |
当前工序所要求的模具类别。在具体的生产订单的工序调度时,还要进行准确的模具指定及机器指定。 |
| 免登记、冻结、停用 |
工序登记时,该工序不会出现工序登记的各种界面上。 |
工作中心
| 字段 | 描述 |
|---|---|
| 工作中心 |
可加工当前工序的工作中心,用于工艺路线选择工序的工作中心时,仅显示这里的工作中心 |
| 默认能力 |
对应的每小时的加工数量,用于排产。 |
操作步骤
1.路径:生产/制造数据/工艺路线/工序主数据,点击工具栏“新增”按钮,打开新增界面。
2.录入工序的编号、名称、损耗率、损耗数量,选择舍入类型等。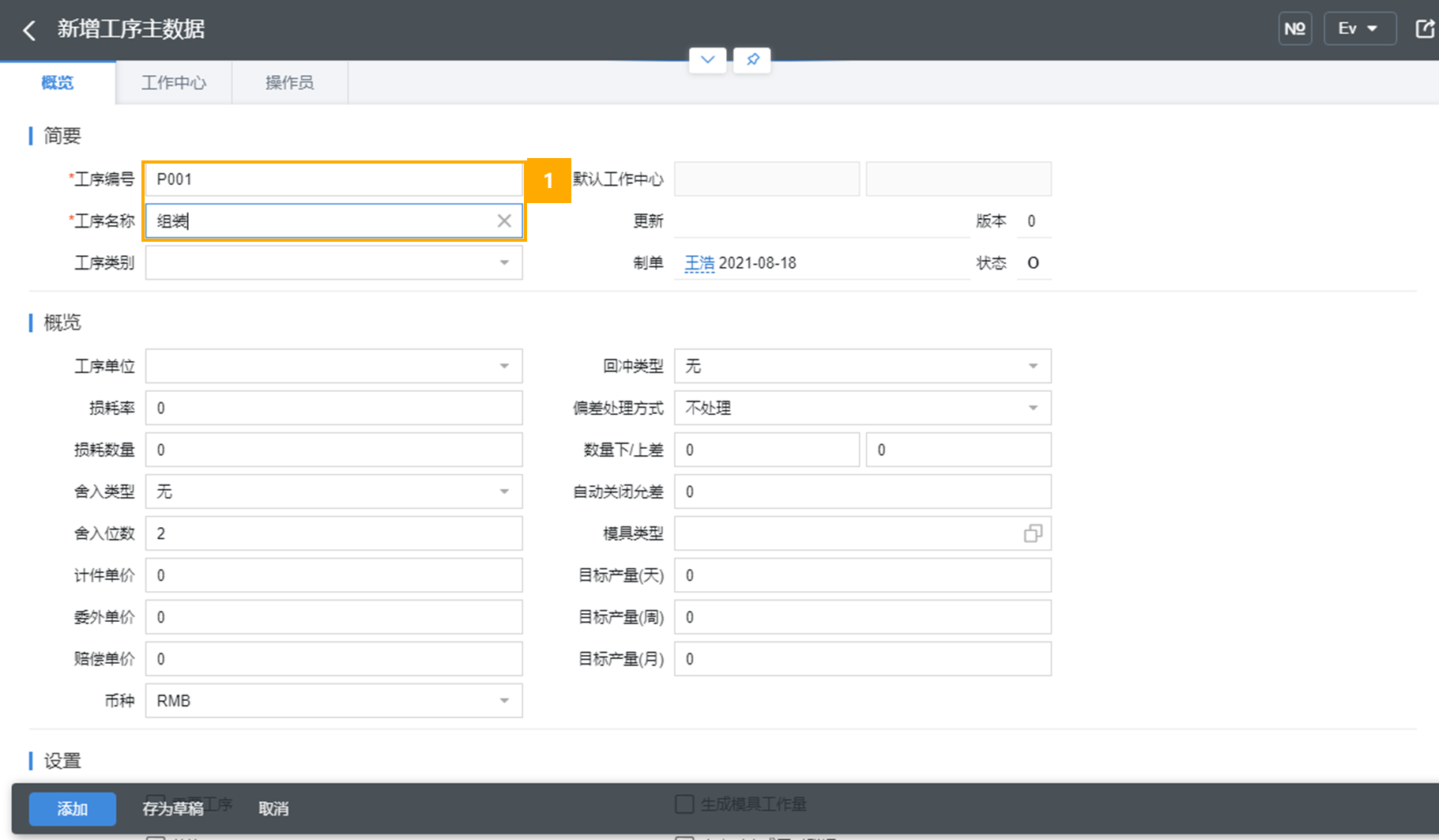
3.点击“工作中心”页签,选择可以加工该工序的工作中心。点击“添加”按钮,数据即保存。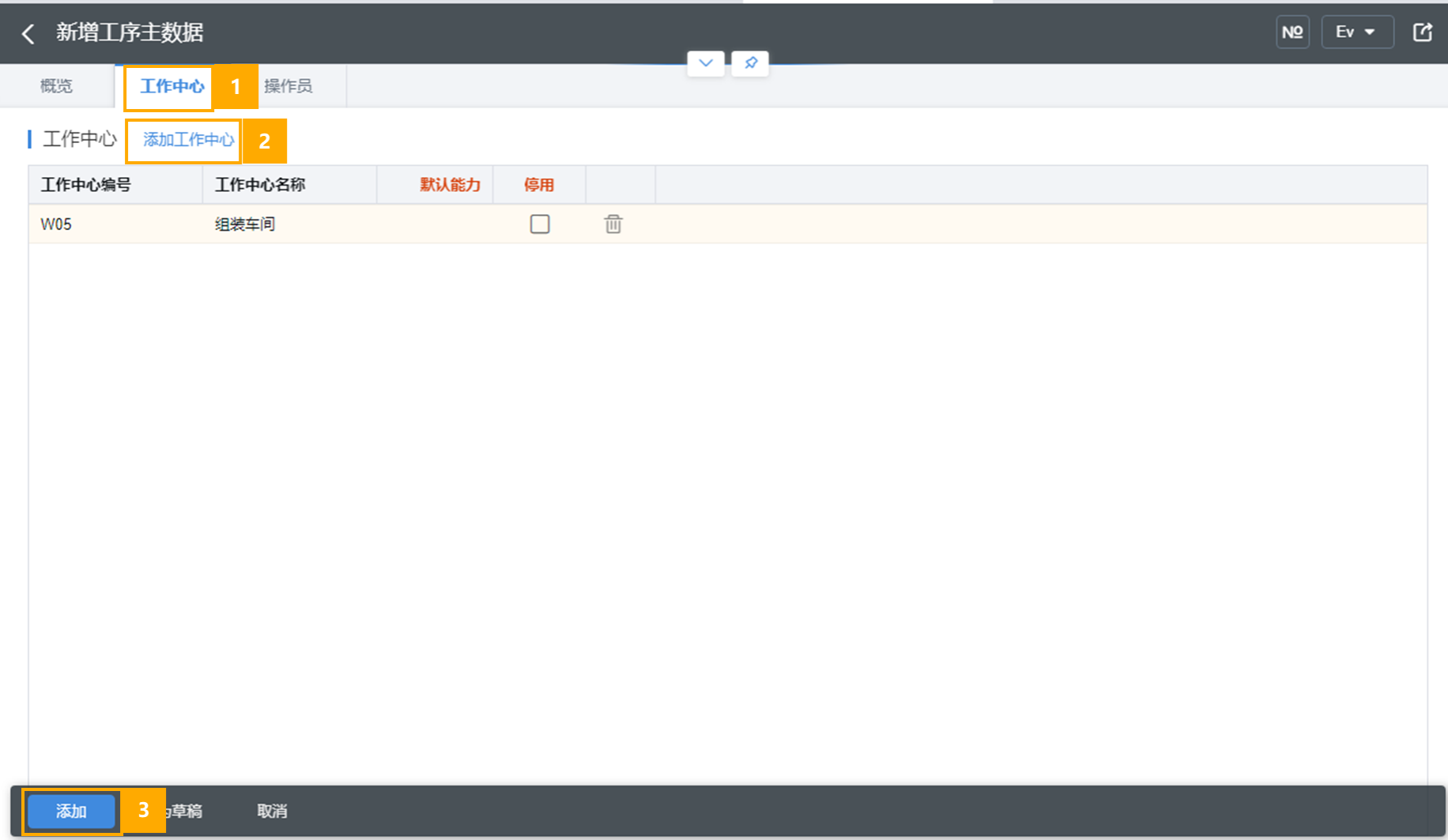
4.保存过程中,系统会弹出一个界面。点击“打开业务”。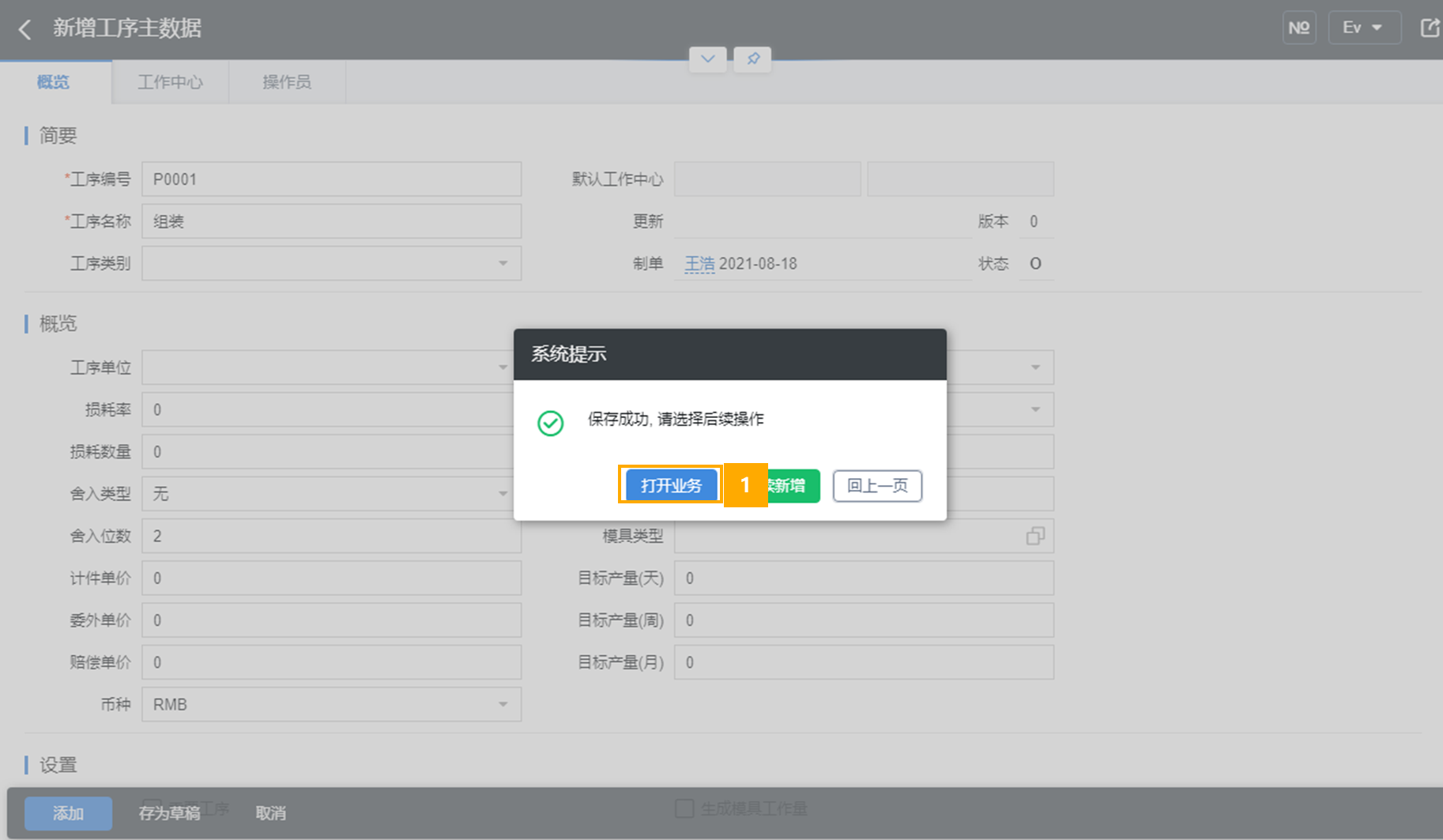
5.选中一行工作中心,点击“置为默认”,默认工作中心就显示为该工作中心。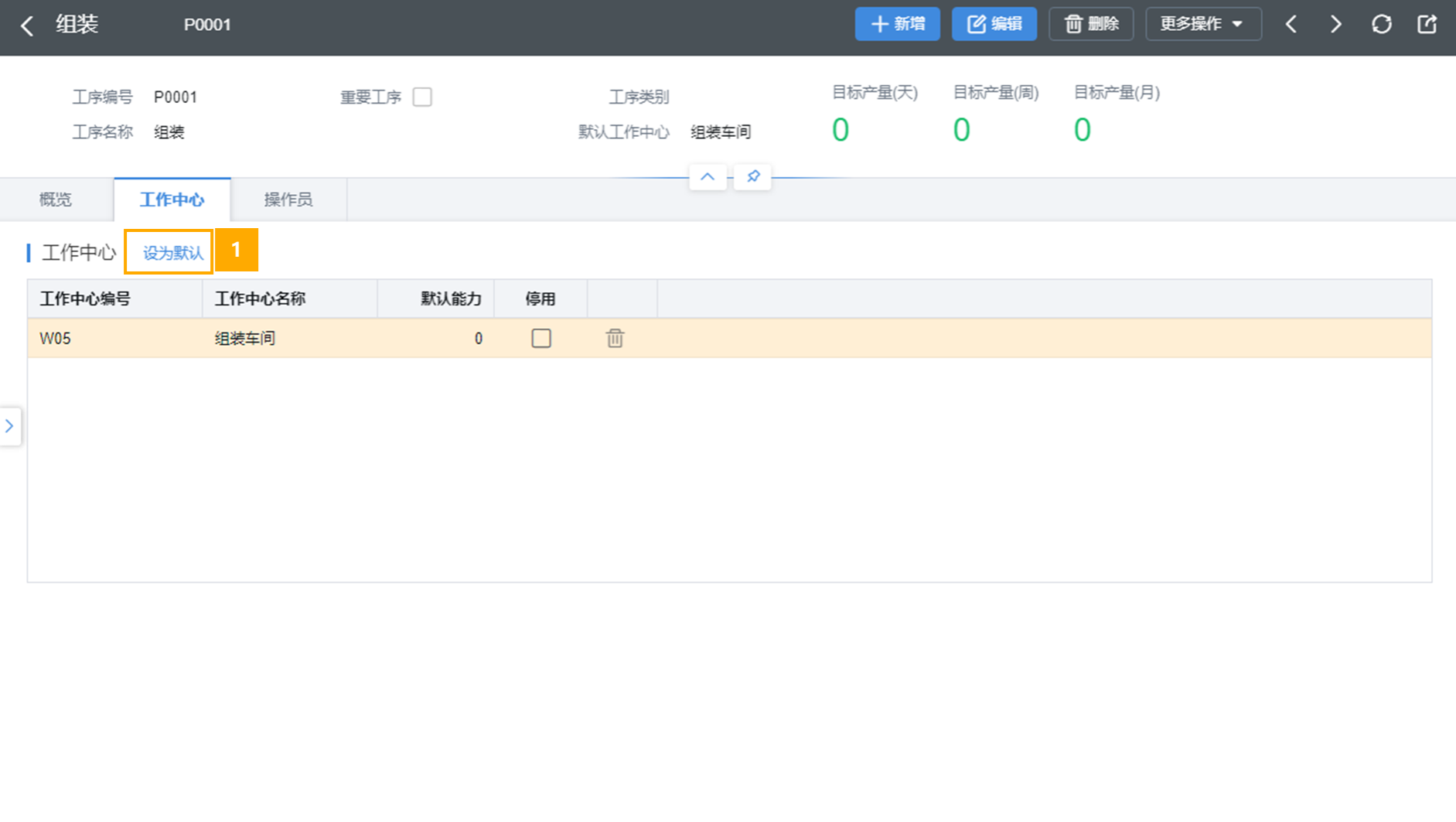
注意事项
1.工序新增时,系统自动将首个工作中心置为默认工作中心。
常见问题
1.工序主数据导入对应工作中心不能导入
答:主数据才可以导入,基础数据是不支持EDI的。
示例
实例1:热处理工序
实施经验
1.工序不多时,直接系统添加工序更为快速方便,一道工序系统可以选择多个工作中心。
2.如果企业本身工序就有编码规则,实施时完全可以借用过来。