业务介绍
使用此功能定义工艺路线的模板。制作物料清单和生产订单时,其工艺路线都可以使用这里的工艺路线模板,同步过去,根据需要,做必要修改即可。
名词解释
工序
| 字段 | 描述 |
|---|---|
| # |
工序行号,工序行号可以自动生成。通常行号由10、20、30这种特征来定义,以便于工序行插入。 |
| 优先级 |
工序的优先级,当存在并行工序时,推算工艺路线会使用。 |
| 工序、工序名称 |
加工任务的定义。 |
| 前道工序、关系 |
本道工序所依赖的前道工序,及其与前道工序之间的关系,便于处理并行工序、推算工艺路线加工时间。关系有四种“FF、FS、SF、SS”,分别代表“结束时结束、结束时开始、开始时结束、开始时开始”。“结束时开始”代表上道工序结束时,本道工序开始。其他关系,以此类推。 |
| 工作中心、工作中心名称 |
执行本道工序的工作中心。系统支持同一工序多工作中心。 |
| 回冲类型 |
四种回冲类型:“开始时回冲、结束时回冲、手工回冲、无”。在生产制造时,利用回冲向导,回冲材料或回冲工时。 |
| 模具类别、类别名称 |
当前工序所要求的模具类别。在具体的生产订单的工序调度时,还要进行准确的模具指定及机器指定。 |
| 制造批量、标准作业时间 |
加工一个“制造批量”的产品所耗用的时间。加工一个“制造批量”的物料所需要的工时。如:制造批量为1000,标准作业工时为3小时,则表示加工1000个单位的产品需要耗用3个小时。 |
| 等待时间、搬运时间 |
加工产品前的等待时间,可以包括换工装、模具的时间;清理机台的时间。加工完产品后,传输至下道工序的时间。如果产品的工序比较短,可以将此时间设为0。加工前后的准备、清理、搬运时间。如设备检查与打扫,给机器设备上刀具、工装夹具,将物料移走等所需的时间。 |
| 能力系数 |
当前工序在稳定状态时所具有的保证产品质量的能力。 |
| 负荷系数 |
生产作业时间与流水线节拍的百分比,是为了保证流水线作业的均衡性。 |
| 加工倍数 |
当前工序所能承担正常工作能力情况所能提高工作效率的系数。 |
相关操作
工艺路线模板主列表页遵循Home列表设置。本节将对工艺路线模板的系统入门操作进行补充说明。
| 操作名称 | 操作描述 |
|---|---|
| 行操作 |
对工艺路线模板细表进行单行操作,包括新增/插入行、修改行、删除行。 |
| 上移/下移 |
对工艺路线模板细表进行单行操作,包括新增/插入行、修改行、删除行。 |
| 重排行号 |
用于优化工序的排序。变更行号后,工序的行号可能比较杂乱,可读性差。重排行号,可以给所有工序赋予新行号,而不改变工序的顺序。不建议使用此功能优化排序,防止异常。顺序不对,删除工序,重新添加。 |
操作步骤
1.选择“生产/制造数据/工艺路线/工艺路线模板”。点击右上角“新增”按钮。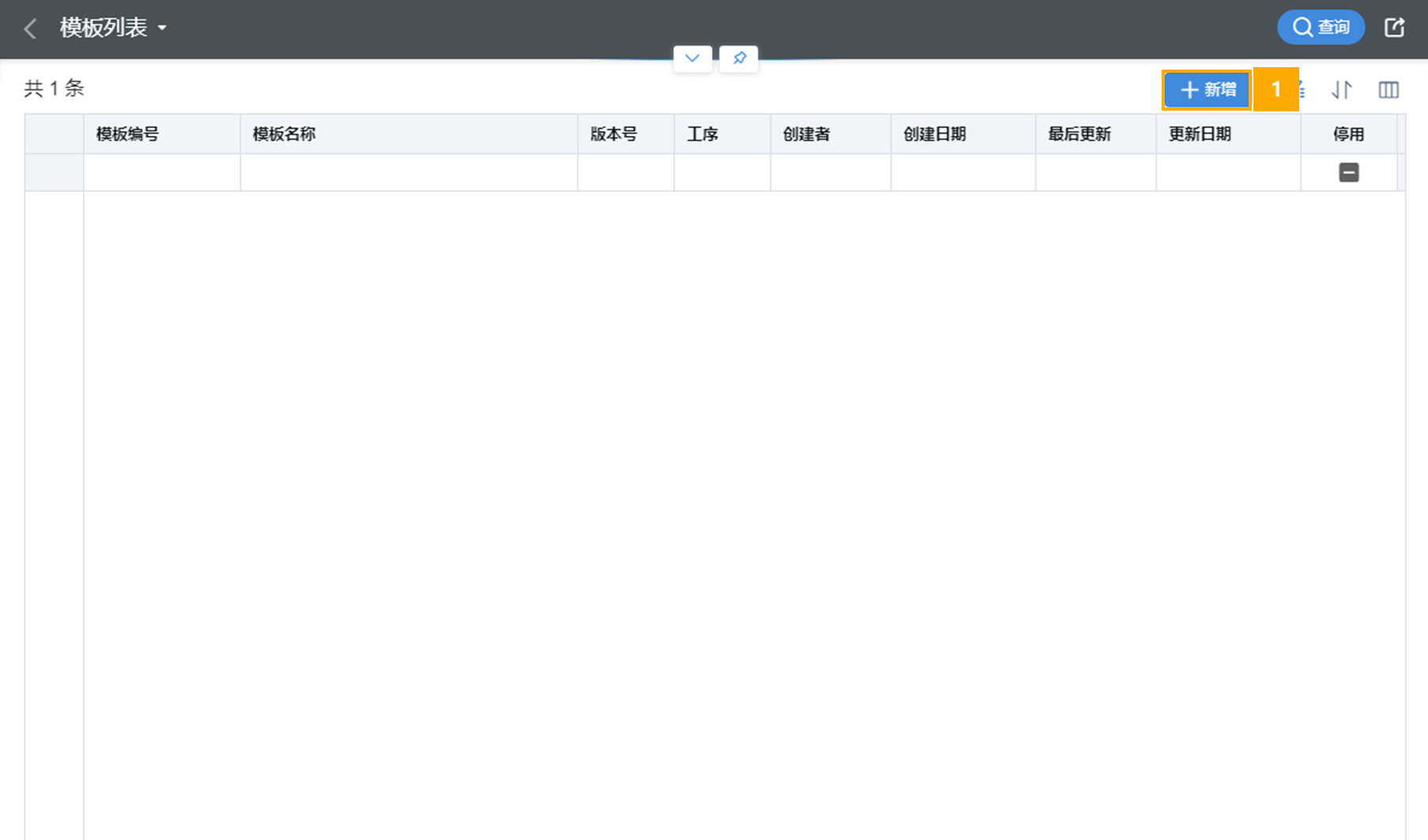
2.录入工艺路线模板的编号、名称及版本,点击“添加”按钮,数据即保存。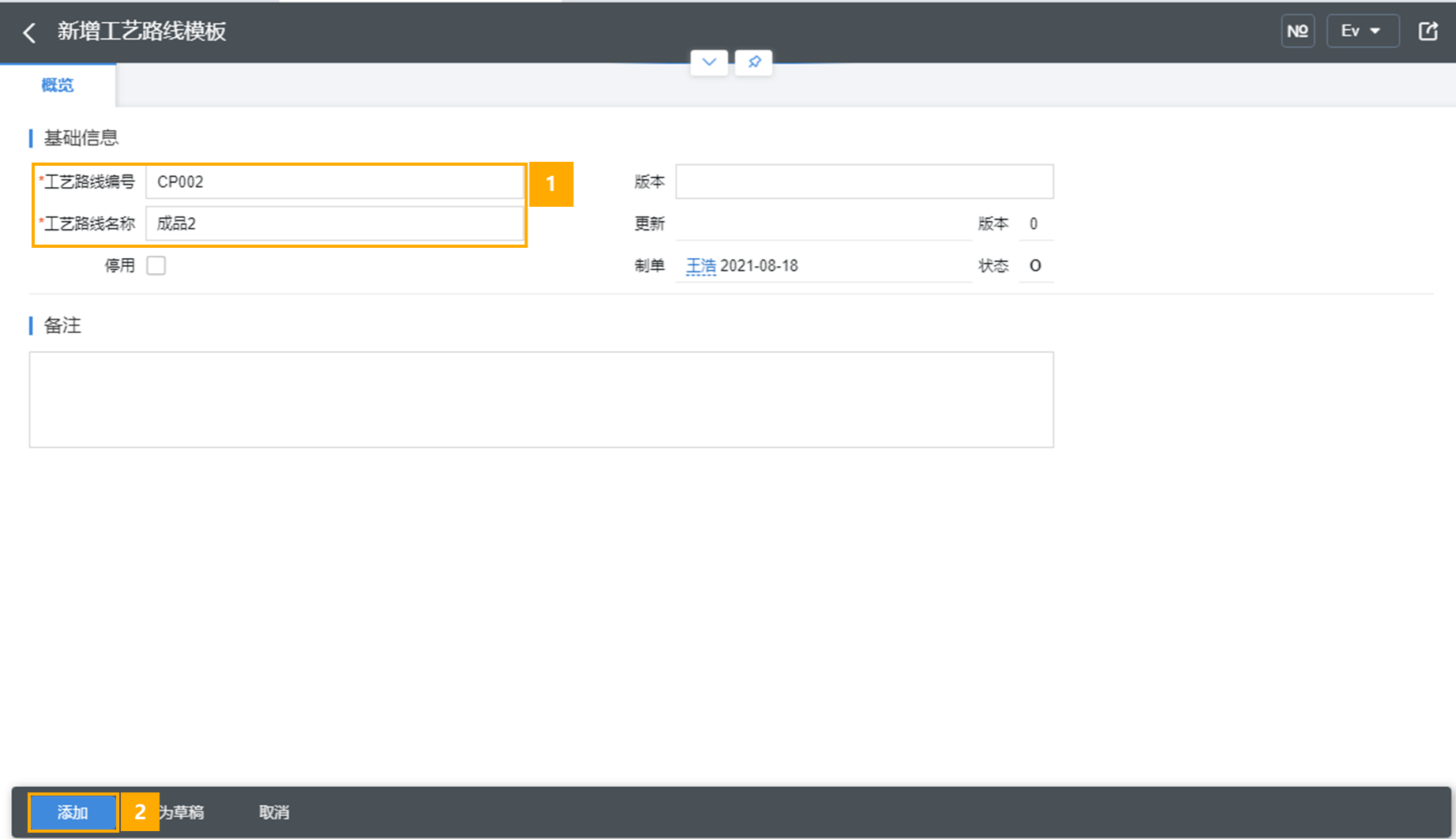
3.保存过程中,系统会弹出一个界面。点击“打开业务”。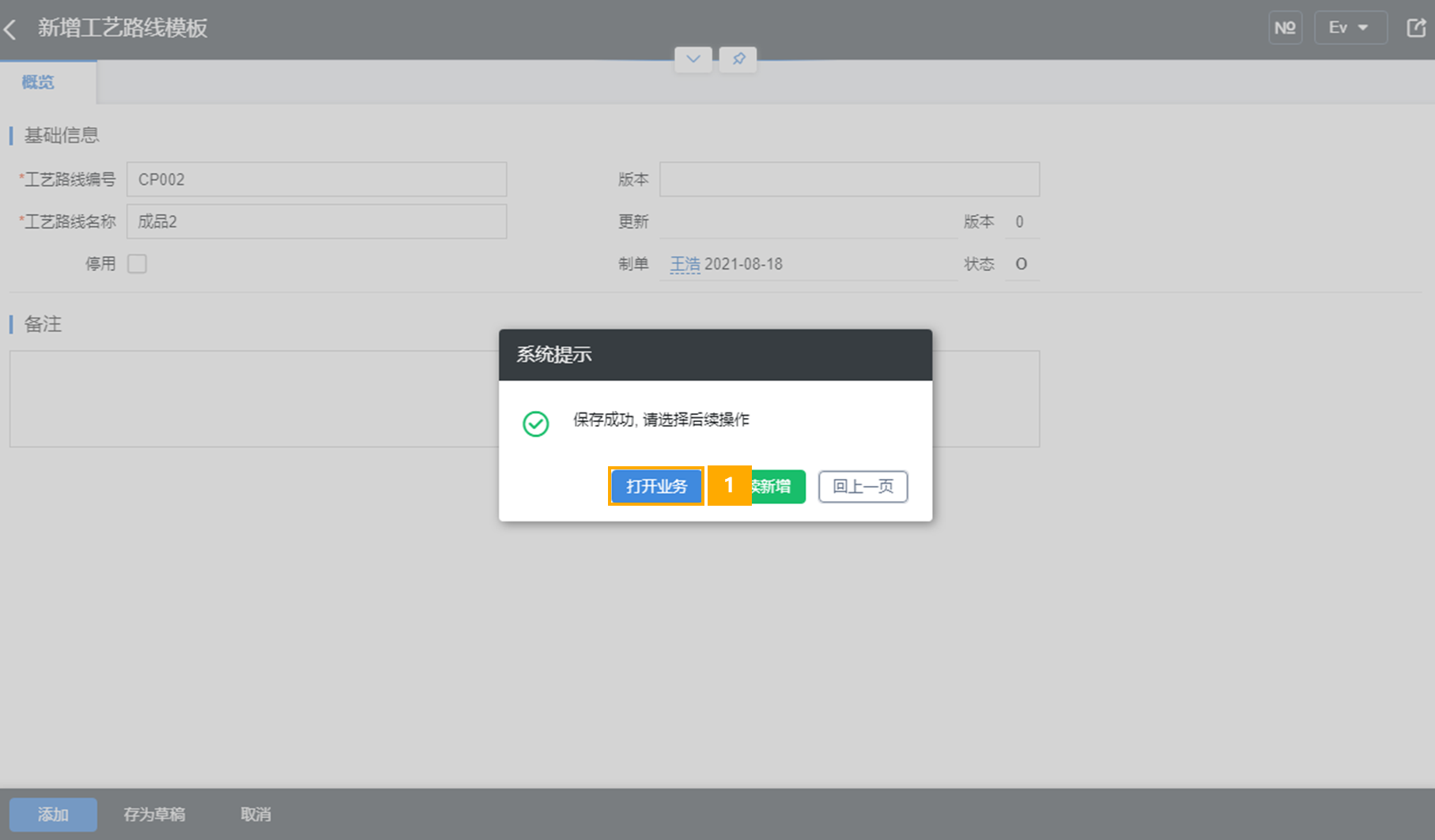
4.点击“工序”页签,可以设置工艺路线模板的各个工序。在“工序”页签上,点击“行操作”中的“添加行”,可以选择一道现有的工序进行详细设置,且一次只能新增一个工序。点击“插入行”,可在选中行的前面新增一道工序并进行详细设置。点击“编辑行”及“删除行”(或点击行末按钮),可以修改和删除工序。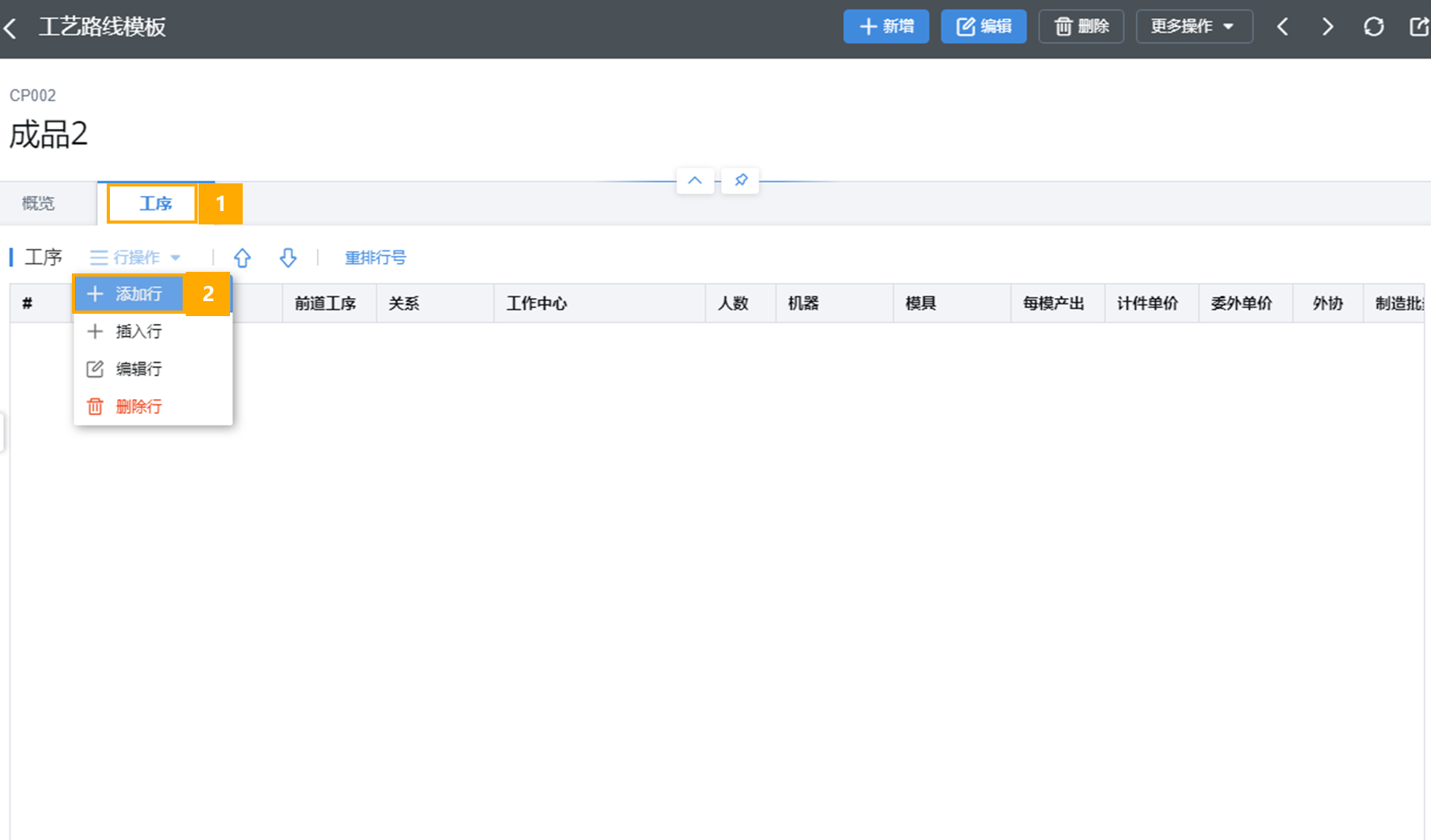
注意事项
1.使用插入行之后,工序行号比较杂乱,可以使用重排行号优化排序。
示例
实例1:工艺路线-电器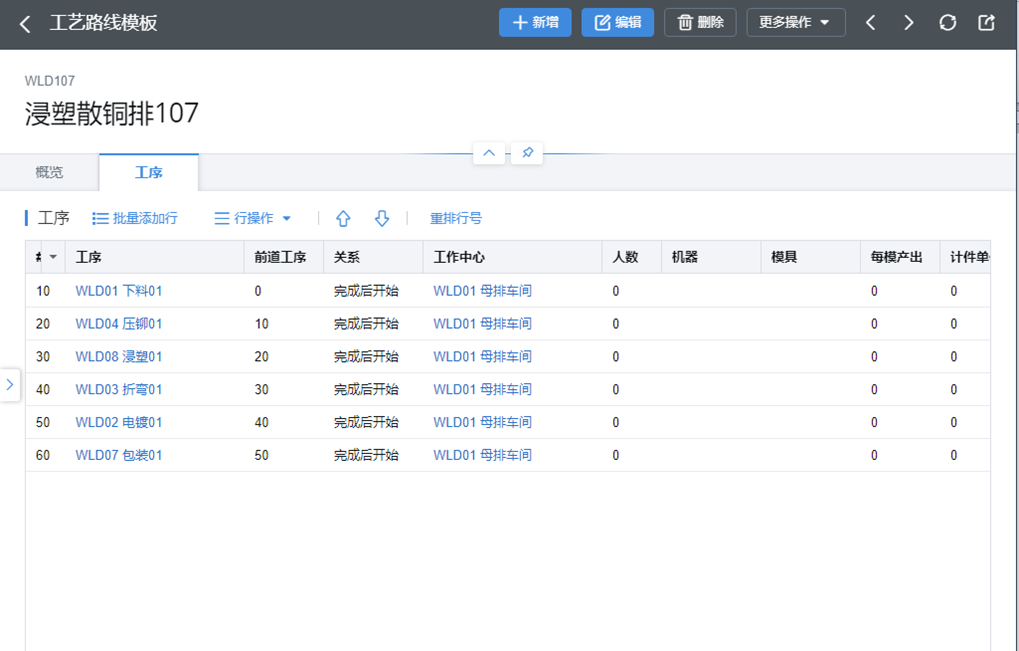
实施经验
1.工艺路线名称可以按工序流转直接填写工序名称,例如:产品由3道工序生产而成(落料,机加,电镀),工艺路线模板名称可命名为(落料-机加-电镀)。