业务介绍
使用该功能定义物料清单。物料清单(BOM)是英文Bill of Material的简称,是用来表达组成某个制成品所需要的原材料、零部件或半成品等的组成结构关系。AIO8系统内的BOM是广义BOM,包含材料清单及定额、工艺路线及工序定额、物料指定供应商、物料指定替代料、工序指定模具等。这里,物料清单功能既包括物料清单工艺路线,也包括物料清单用料计划。所以,定义好物料清单的主单数据后,可以直接在这里定义物料清单的工艺路线、用料计划,也可以在物料清单工艺路线和物料清单用料计划的功能中分别定义。
BOM制作的一般流程: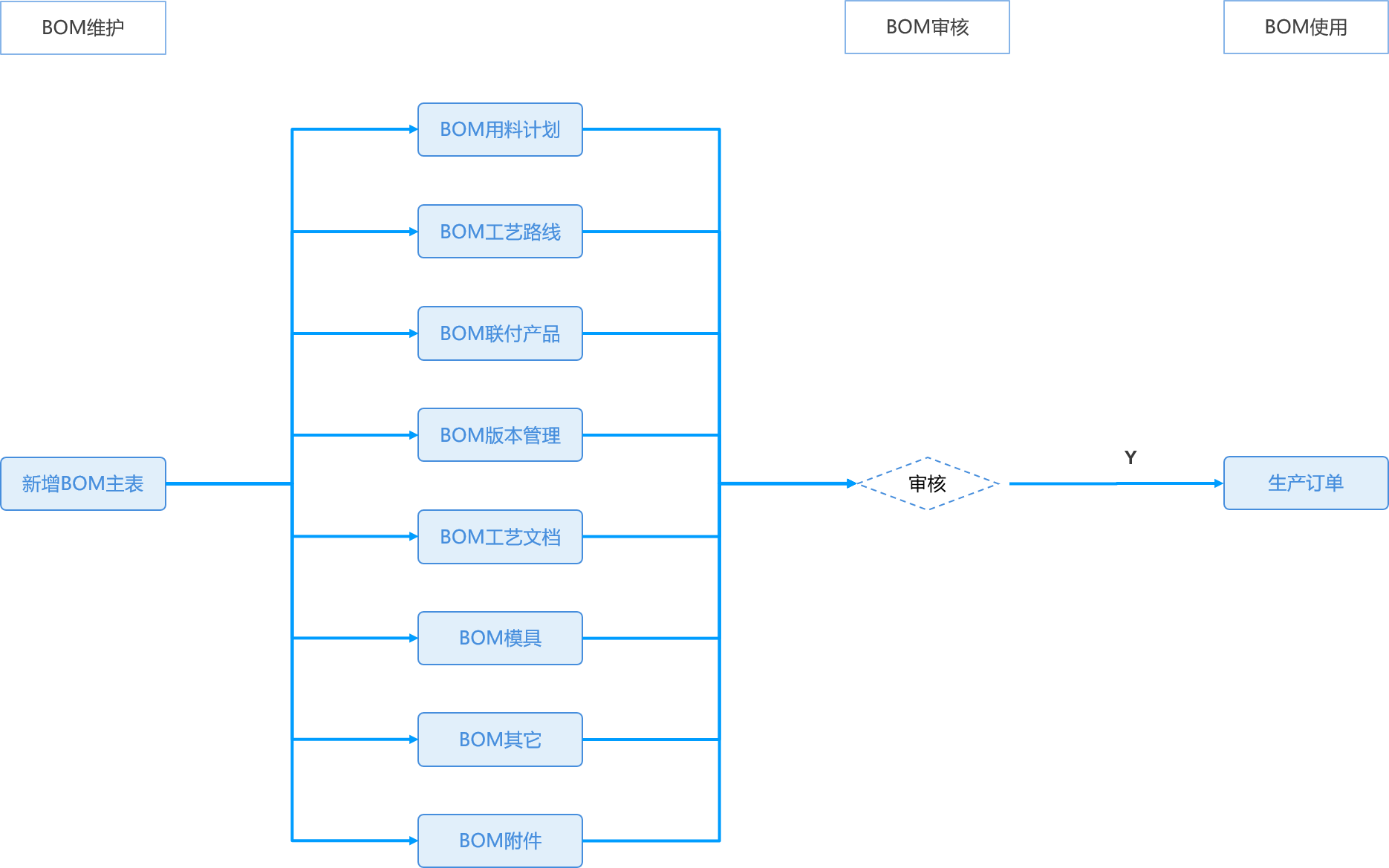
名词解释
概要
| 字段 | 描述 |
|---|---|
| 产品编码、名称、规格 |
当前物料清单对应的产品的编号、名称、规格。选择产品后,系统自动将产品编码和名称默认到物料清单编码、名称上。 |
| 返工 |
是否为返工BOM:选中为返工BOM,没有选中不是。 |
| 结构批量 |
如:产品A由B(0.005g)构成,这样在BOM中B的用量会很小,很不方便,并且可能造成精度不高。如将A的结构批量设为1000,则在物料清单中,B的用量为5g。设置合理的结构批量可以提高数据描述的精确度。 |
| 展开计算量 |
用于产品BOM正查展开计算。 |
| 损耗率(%) |
当前产品的制造损耗率,用于生产订单上用料计划行实际使用数量的计算。可以直接录入,也可以使用计算Bom损耗率。BOM母件的损耗率,要由其工艺路线各道工序的损耗率计算而得到,参考公式:产品损耗率 = {100 – (100 – 工序1的损耗率) – (100 – 工序2的损耗率) – …}/100。 |
| 损耗数量 |
该产品为了满足机器调试、检验、送测等需要,可能会损耗的固定数量。用于生产订单上用料计划行实际使用数量的计算。 |
| 制造批量、工作时间 (小时) |
默认的加工批量。加工一个“制造批量”的产品所耗用的时间。加工一个“制造批量”的物料所需要的工时。如:制造批量为1000,标准作业工时为3小时,则表示加工1000个单位的产品需要耗用3个小时。 |
| 物料清单编码、名称 |
物料清单的编码、名称。 |
| 版本 |
一个BOM可能存在几个不同的版本,以版本号来区分。版本号通常标识为“V n.0”这种方式。版本号可由系统自动生成,须在[编码规则定义]中定义。 |
| 工艺路线模板编号、名称 |
工艺路线模板编号、名称。同步工艺路线时,用到此处的工艺路线模板。 定义新版本时,可以自动默认为此处的工艺路线模板。 |
| 停用 |
是否停用该BOM:选中代表停用,没有选中代表不停用。 |
| 图号 |
厂家的设计工作图纸号。 |
| 备注 |
BOM的备注。 |
物料清单用料计划
| 字段 | 描述 |
|---|---|
| 物料编号、名称、规格 |
当前BOM对应的子件的物料编号、名称、规格。 |
| 对应工序 |
当前用料对应的领料工序,来自当前物料清单的工艺路线。 |
| 仓库 |
预定领料仓库。 |
| 行类别 |
同物料信息上的物料来源“生产、外协、材料、客供、虚拟”。另外,BOM全阶展开时,只有“生产、外协、虚拟”三种类型展开出下级BOM。这是BOM级连的开关。 |
| 子件类别 |
A 必选件,生产过程中不可被替代的用料。 |
| 备注 |
该用料的其他说明。 |
| #(行号)、序号 |
当前用料的行号、顺序号。 |
| 替代类型 |
在生产订单用料计划上定义替代件时,当“子件类别”设为可替代件时才起作用。 |
| 回冲类别 |
四种回冲类型:“开始时回冲、结束时回冲、手工回冲、无”。在生产制造时,利用回冲向导,回冲材料或回冲工时。 |
| 舍入类型、舍入位数 |
生产订单规划用料计划,计算用料的实际使用数量时,系统选择的舍入类型,如“四舍五入”“截位”“向上”。舍入位数是指保留的小数位数。如果没有选择任何舍入类型,按照“截位”来取值。如果选择“无”,则不进行舍入操作。 |
| 净需求数 |
子件的理论数量,用于生产订单上用料计划行实际使用数量的计算。 |
| 损耗率(%) |
该子件的加工损耗率,用于生产订单上用料计划行实际使用数量的计算。 |
| 损耗数量 |
该子件为了满足机器调试、检验、送测等需要,可能会损耗的固定数量,可以标识要发放给生产订单的这一额外固定数量。用于生产订单上用料计划行实际使用数量的计算。 |
| 位置 |
材料的安装位置。如SMT上的插件位置、机器设备上的安装位置。 |
| 固定 |
用于生产订单用料计划上实际使用数量的计算。 |
| 替代件 |
当前材料定义的替代件的数量。 |
| 供应商 |
当前材料指定的供应商数量。 |
物料清单工艺路线
| 字段 | 描述 |
|---|---|
| #(行号) |
工序行号,工序行号可以自动生成。通常行号由10、20、30这种特征来定义,以便于工序行插入。 |
| 前道工序(前置行)、关系 |
本道工序所依赖的前道工序,及其与前道工序之间的关系,便于处理并行工序、推算工艺路线加工时间。关系有四种“FF、FS、SF、SS”,分别代表“结束时结束、结束时开始、开始时结束、开始时开始”。“结束时开始”代表上道工序结束时,本道工序开始。其他关系,以此类推 |
| 工序 |
加工任务的定义。 |
| 工作中心 |
执行本道工序的工作中心。系统支持同一工序多工作中心。 |
| 优先级 |
工序的优先级,当存在并行工序时,推算工艺路线会使用。 |
| 能力倍数、负荷系数 |
能力倍数、负荷系数。 |
| 制造批量、标准作业时间 |
加工一个“制造批量”的产品所耗用的时间。加工一个“制造批量”的物料所需要的工时。如:制造批量为1000,标准作业工时为3小时,则表示加工1000个单位的产品需要耗用3个小时。 |
| 等待时间、搬运时间 |
加工产品前的等待时间,可以包括换工装、模具的时间;清理机台的时间。加工完产品后,传输至下道工序的时间。如果产品的工序比较短,可以将此时间设为0。加工前后的准备、清理、搬运时间。如设备检查与打扫,给机器设备上刀具、工装夹具,将物料移走等所需的时间。 |
| 回冲类别 |
四种回冲类型:“开始时回冲、结束时回冲、手工回冲、无”。在生产制造时,利用回冲向导,回冲材料或回冲工时。 |
| 损耗率(%)、损耗数量 |
该工序的加工损耗率,用于母件损耗率的计算。 |
| 舍入类型、舍入位数 |
生产订单规划工艺路线,计算计划投料数量时,系统选择的舍入类型,如“四舍五入”“截位”“向上”。舍入位数是指保留的小数位数。如果没有选择任何舍入类型,按照“截位”来取值。如果选择“无”,则不进行舍入操作。 |
| 计件单价、委外单价 |
计件单价指当前工序的内部加工单价。车间产出登记时,可以按人统计产出,并据工序产出量*计件单价得到计件工资。 |
| 加工单价、赔偿单价 |
与工序相关单据(包括工序外协单)默认的加工单价和赔偿单价。 |
| 模具类别 |
当前工序所要求的模具类别。在具体的生产订单的工序调度时,还要进行准确的模具指定及机器指定。 |
| 备注 |
该工序的其他说明。 |
操作步骤
物料清单主表
1.选择“生产/制造数据/物料清单/物料清单”。点击工具栏上“新增”按钮。
2.选择产品,系统自动将产品的编号、名称默认到物料清单上。
3.录入物料清单的其他信息。
4.点击右上角的编码规则(No)按钮,可以自动获取版本号。版本号可由系统自动生成,须在编码规则中定义。
5.选择工艺路线。
6.点击“添加”按钮,BOM主表即添加完毕。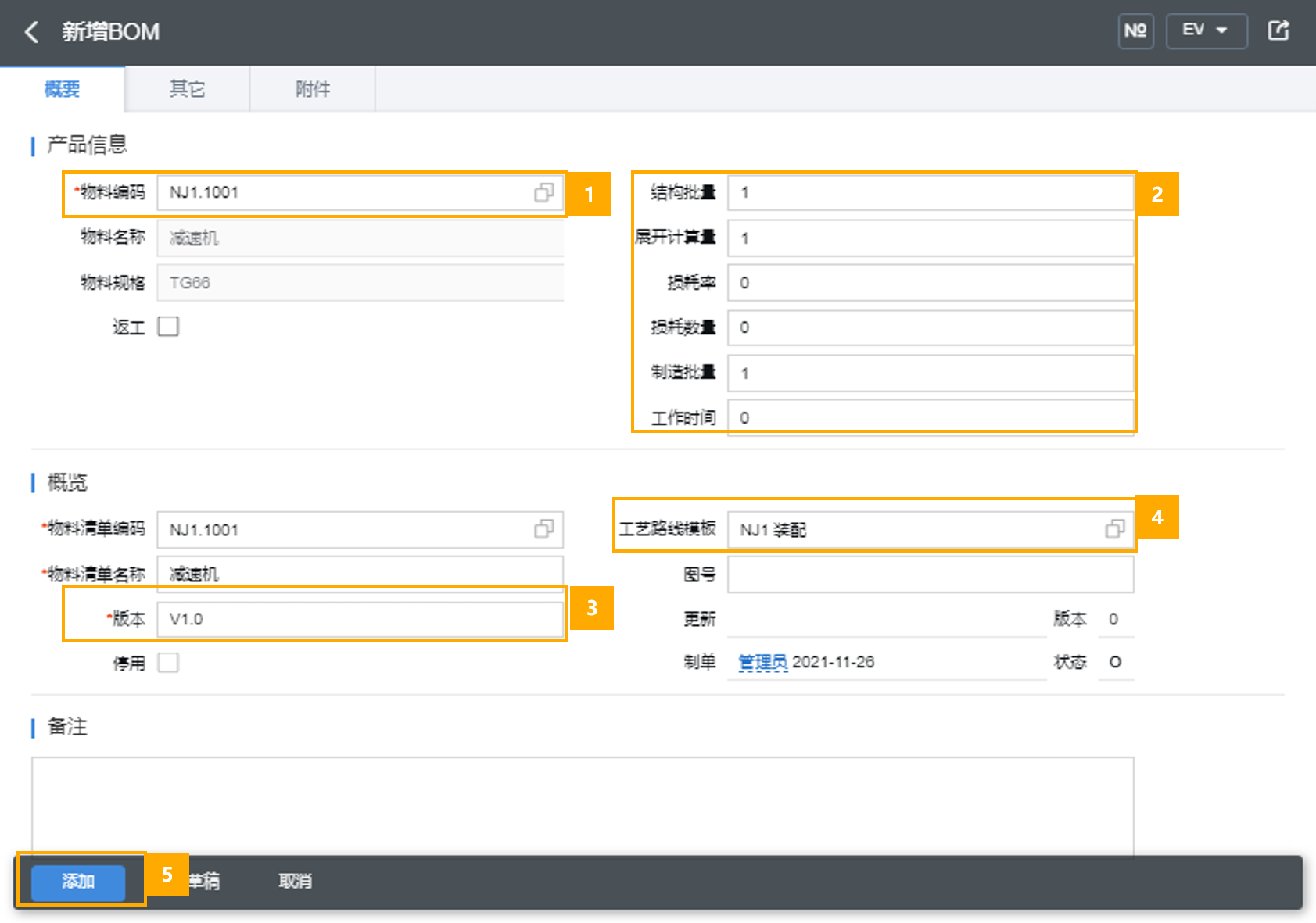
物料清单工艺路线
1.打开物料清单,点击工艺路线标签页进入BOM工艺路线维护界面。
2.如果在新增BOM主表的时候选择了工艺路线模板,可以通过点击同步工艺路线将工艺路线模板上的工序批量加载到BOM工艺路线。
3.如果BOM主表没有维护工艺路线模板,或者已经同步了工艺路线模板的情况下还需要对BOM工艺路线进行调整可通过“行操作”来进行调整BOM工艺路线
4.在行操作中先维护工序和工作中心。
5.最后点击“添加/更新”保存数据。
6.其他未阐述控件详见物料清单-名词解释-工艺路线。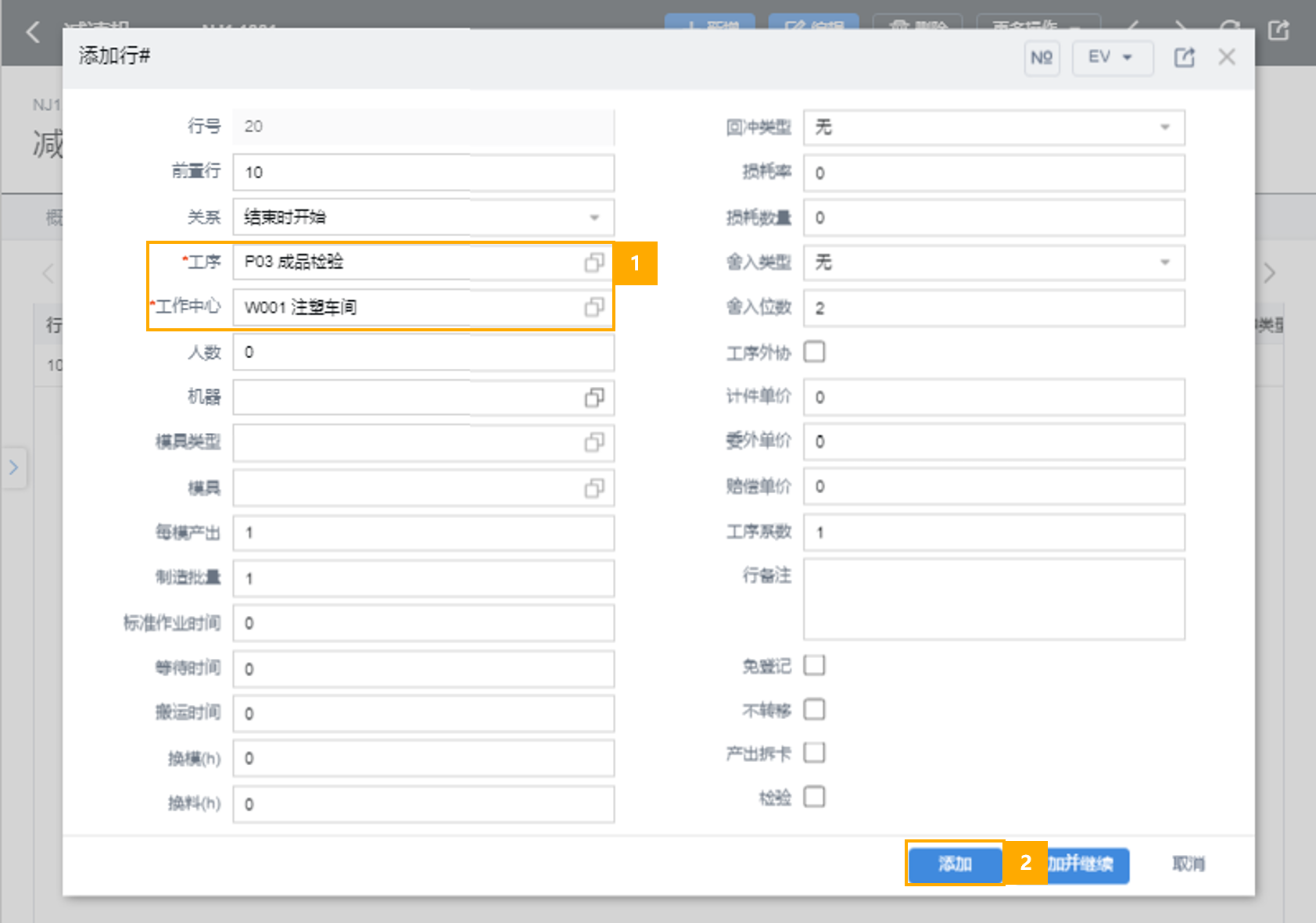
物料清单用料计划
1.打开物料清单,点击工艺路线标签页进入BOM用料计划维护界面。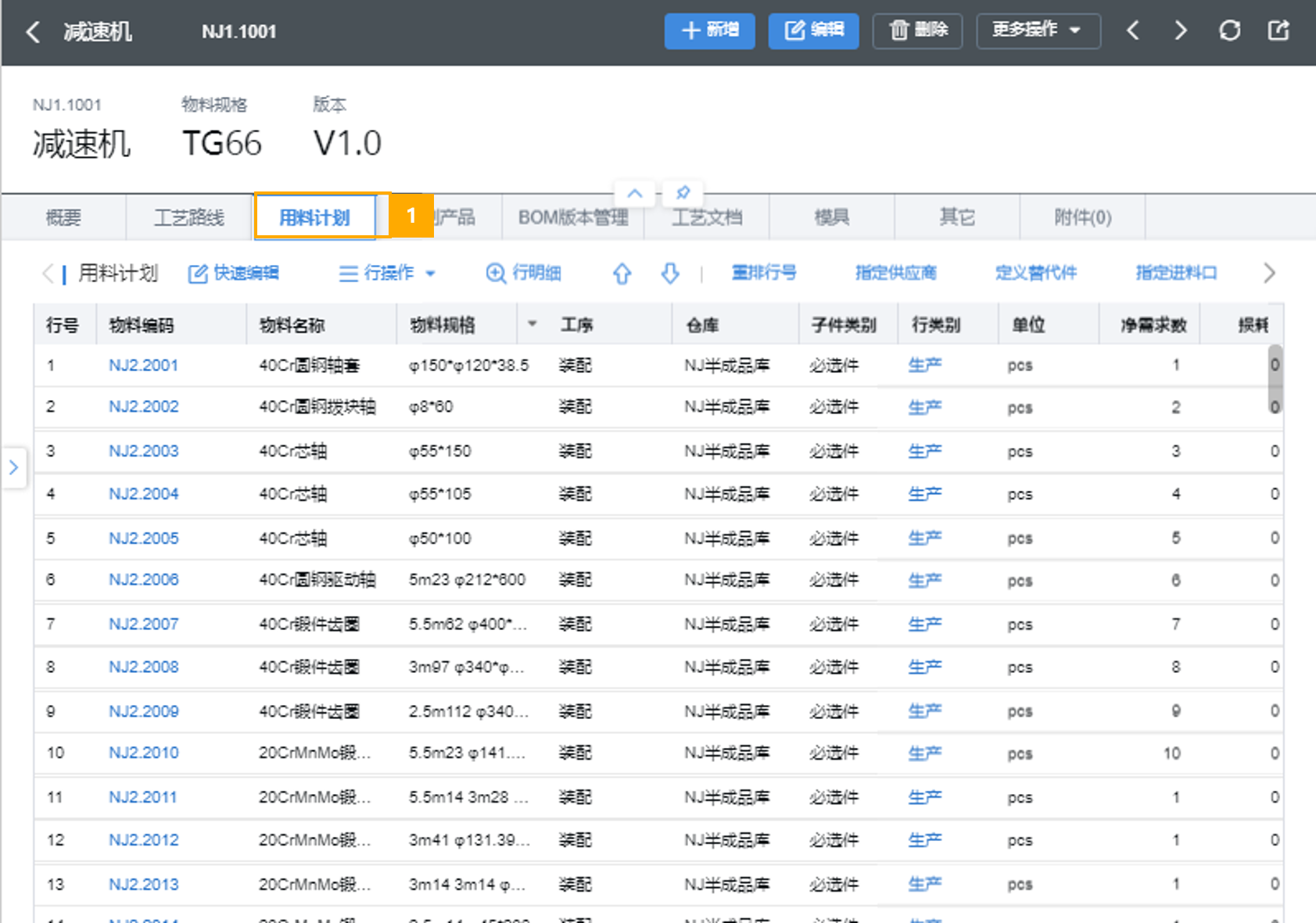
2.点击“行操作-新增行”打开BOM用料计划新增界面。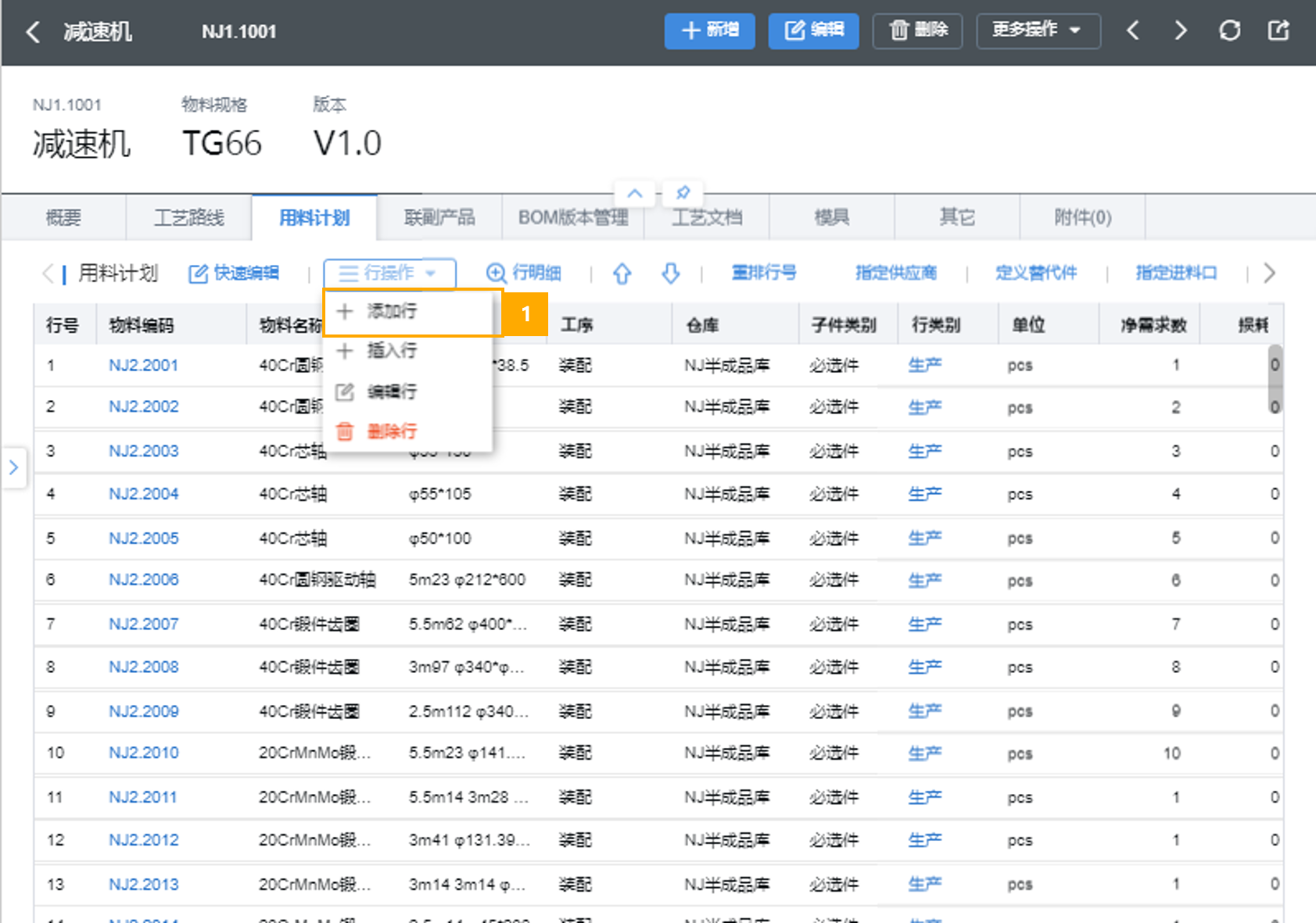
3.根据实际情况选择BOM产品对应的用料。
4.选择该用料对应的领料工序。
5.选择该用料的行类别。(材料、生产、外协、客供、虚拟件)
6.选择该用料的子件类别。(必选件,可替代件,可选件)
7.填写该用料的净需求数。
8.点击“添加”按钮将该用料添加到BOM用料计划。
9.其它未阐述控件详见物料清单-名词解释-物料清单用料计划。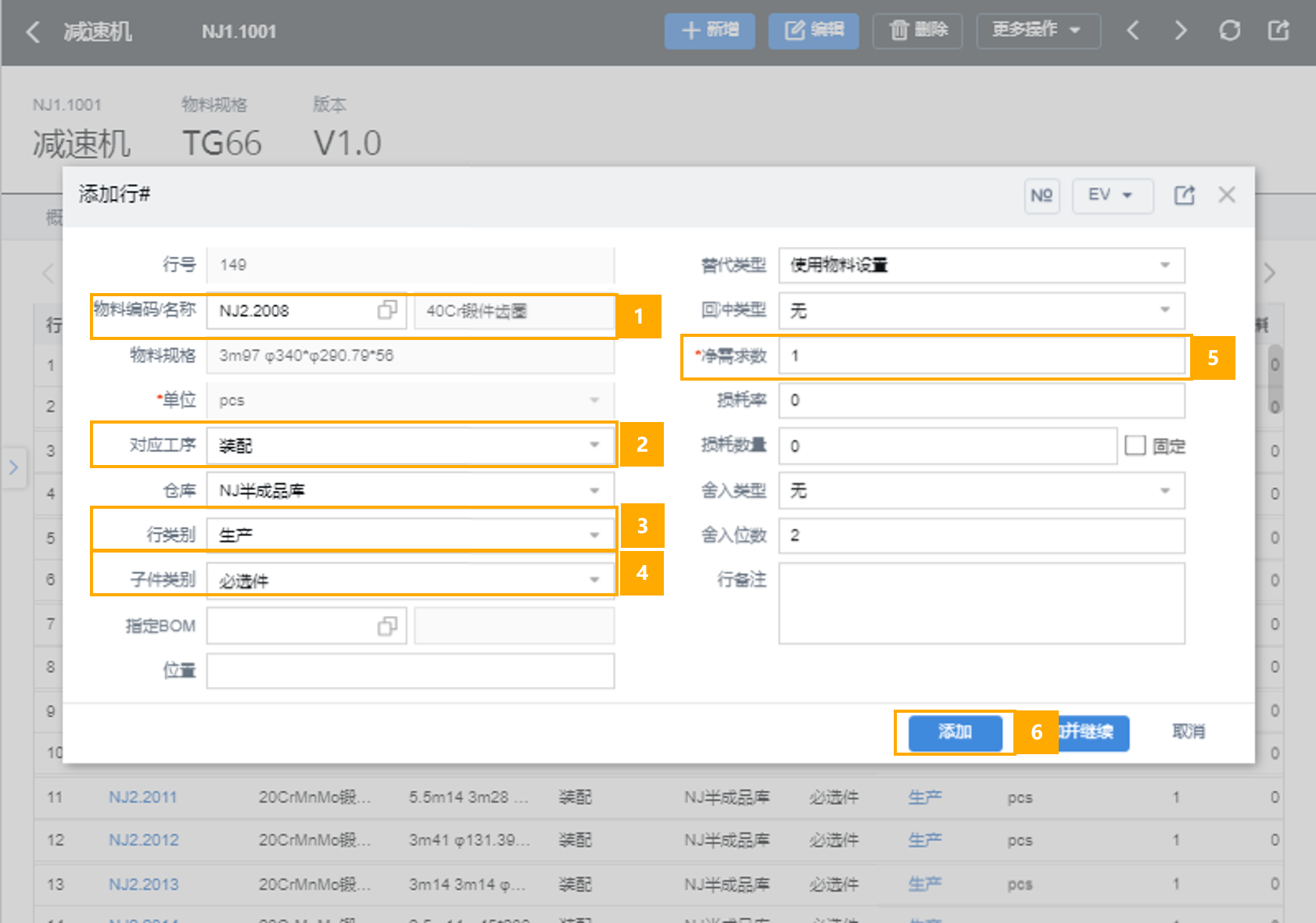
物料清单其它页面
1.点击“联副产品”页签,可以新增联副产品等。编辑联副产品之前,要保证工艺路线中至少有一个工序。因为新增联副产品时,需要选择对应的工序。
2.点击“BOM版本管理”页签,可以进行BOM版本管理和定义新版本。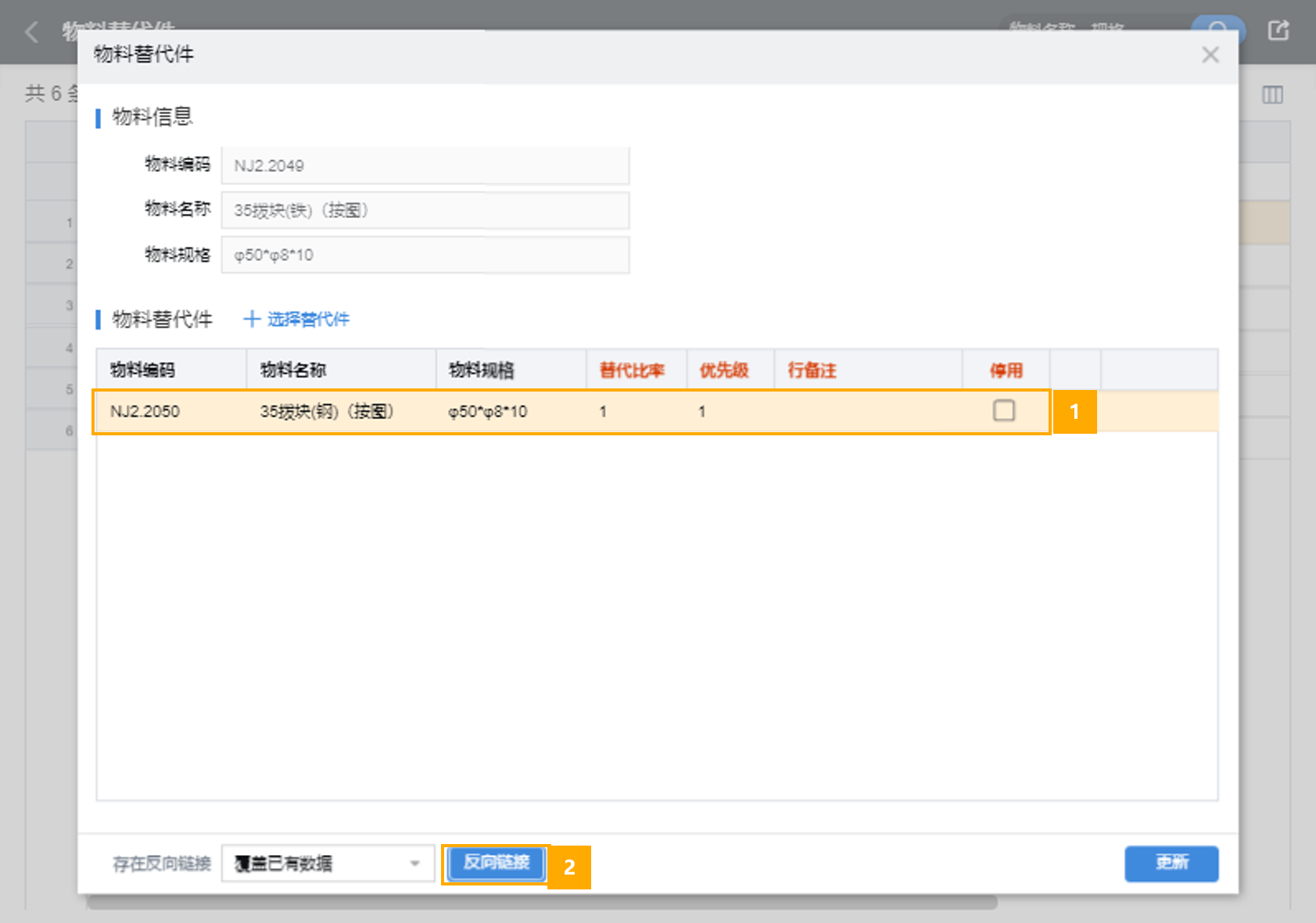
3.点击“工艺文档”页签,可以进行上传工艺文档、从文档中心和ISO文档链接工艺文档。
4.点击“模具”页签,可以进行模具的编辑。
5.点击“其它”页签,可维护BOM使用条件,通过该配置可实现多版本BOM的自动调用。
6.点击“附件”页签,可维护BOM的相关附件,可通过“上传文件”按钮上传本地文件,也可通过“文档链接”按钮链接文档中心文件。
物料清单审核
1.点击右上角“更多操作”中的“审核”,对整个BOM进行审核。如果物料清单工艺路线和物料清单用料计划已审核过,也必须点击此处的审核,审核一下BOM主单。至此,BOM制作完成。
相关操作
浏览/更多操作
| 操作名称 | 操作描述 |
|---|---|
| 更多操作/审核 |
审核该BOM,包括主单、工艺路线和用料计划。审核后,不能修改主单、工艺路线、用料计划。 |
| 更多操作/取消审核 |
仅取消该BOM主单的审核。 |
| 更多操作/取消审核(包括明细) |
取消该BOM主单、工艺路线和用料计划的审核。 |
| 更多操作/设为主产品BOM |
将该BOM设置为主产品后,该BOM将会出现在主产品BOM功能的左侧树形结构中。 |
| 更多操作/取消主产品BOM |
取消该BOM作为主产品后,该BOM不会出现在主产品BOM功能的左侧树形结构中。 |
| 更多操作/设为默认版本 |
将该版本的BOM作为该BOM的默认版本。如果该BOM是该产品的默认BOM,且该BOM在物料清单版本管理中的版本模式是“使用默认”,新增生产订单时,选择该产品,默认带出该版本的BOM。关于BOM版本,请参见[物料清单版本管理]。 |
| 更多操作/复制 |
当某一产品的结构与已建立的物料清单的物料结构相似时,可使用此程序先将已有的BOM(包括替代件)复制过来,再在其基础上进行修改,这样可提高建档效率,减少录入工作量。 |
| 更多操作/全阶展开 |
全阶展开,展开该BOM中行类别不是材料、客供、零件的所有子件。 |
| 更多操作/虚拟件展开 |
虚拟件展开,只展开该BOM中行类别是虚拟件的子件。 |
| 打开主产品BOM |
将该BOM设为主产品后,可使用打开主产品BOM。通过这种方式打开主产品BOM,左侧树形结构只显示该BOM及其子BOM。 |
浏览/工艺路线
| 操作名称 | 操作描述 |
|---|---|
| 同步工艺路线 |
根据BOM主表选择的工艺路线模板覆盖现有工艺路线。 |
| 指定工作中心 |
指定选中行工作中心。 |
| 重排行号 |
根据行号大小重新排列工艺路线行号和前道工序行号。 |
| 定义工艺指示 |
定义选中行工序工艺指示。 |
| 审核/取消审核 |
审核/取消审核工艺路线。 |
浏览/用料计划
| 字段 | 描述 |
|---|---|
| 快速编辑 |
进入快速编辑窗口,批量编辑BOM用料行。 |
| 重排行号 |
根据行号大小重新排列工艺路线行号和前道工序行号。 |
| 指定供应商 |
当对子件的提供者有严格要求时,在BOM可以指定物料的供应商,MRP运算后,只能向特定的供应商采购。这里,允许指定多个供应商。 |
| 定义替代件 |
定义用料的替代件。替代件既可以在物料替代件中定义,也可以在BOM的用料计划上定义。最终,在生产订单的用料计划上使用替代件时,可以有选择地使用这两处定义的替代件。选中子件类别为“可替代件”的用料行,才可使用此功能。 |
| 指定进料口 |
指定选中行用料进料口,可定义多个。 |
| 材料BOM反查 |
查看选中材料的直接母BOM。勾选全阶展开后,查看该材料的所有母BOM。 |
| 材料BOM正查 |
查看以选中材料为产品的BOM全阶展开。 |
| 审核/取消审核 |
审核/取消审核用料计划。 |